


Luftforurensningskontroll har blitt en kjerneteknisk forpliktelse på tvers av industri, kjemisk prosessering og avfallshåndtering. A kjemisk skrubber er en av de mest pålitelige teknologiene som er tilgjengelige for å fange opp og nøytralisere farlige luftbårne forurensninger før de slippes ut i atmosfæren. Denne artikkelen gir en teknisk oversikt over hvordan disse systemene fungerer, hvordan de sammenlignes med alternativer, og hva innkjøpsteam bør vurdere før de anskaffer en enhet.
Hva en kjemisk skrubber gjør
Kjernedriftsprinsipp
A kjemisk skrubber fjerner forurensninger fra en gasstrøm ved å bringe den strømmen i direkte kontakt med en flytende reagens. Forurensningene absorberes i væskefasen, hvor en kjemisk reaksjon omdanner den til en mindre skadelig eller vannløselig forbindelse. Den rensede gassen kommer ut gjennom en tåkeliminator, og den brukte reagensen blir enten resirkulert eller tømt til et behandlingssystem. Denne prosessen er avhengig av tre samtidige mekanismer: masseoverføring over gass-væske-grensesnittet, kjemisk nøytralisering og partikkelfanging gjennom påvirkning og diffusjon.
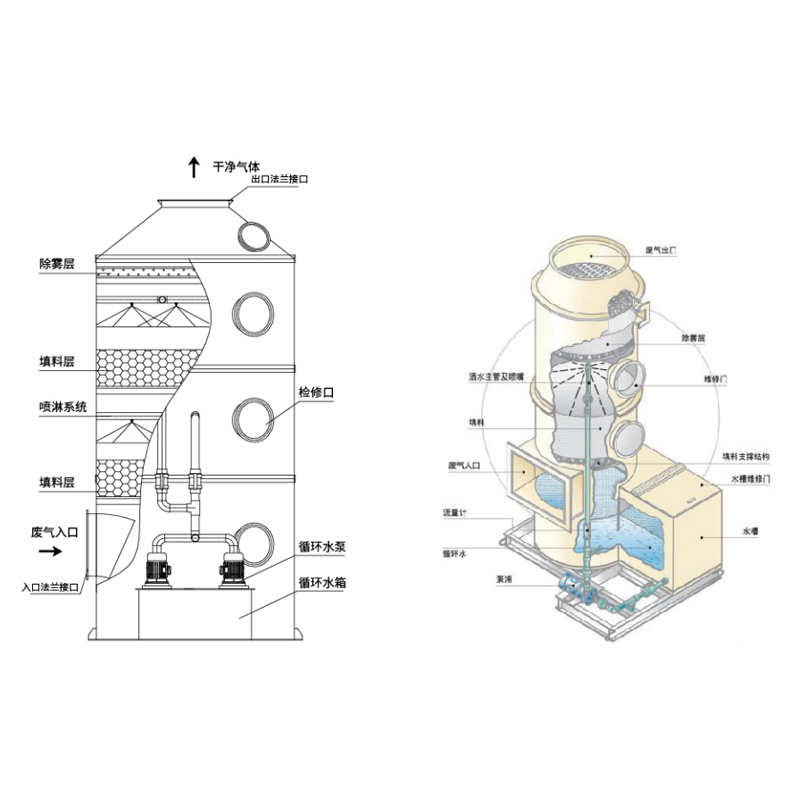
Viktige interne komponenter
- Pakket tårn eller sprøytekammer: Den primære kontaktsonen der gass og væske samhandler. Tilfeldige eller strukturerte pakkemedier øker overflatearealet for masseoverføring.
- Resirkulasjonspumpe: Flytter skrubbevæske fra sumpen tilbake til fordelingshodet på toppen av tårnet.
- Tåkefjerner: Fjerner medførte væskedråper fra den behandlede gasstrømmen før utslipp.
- pH-overvåking og doseringssystem: Holder reagenset ved en mål-pH for å maksimere absorpsjonseffektiviteten.
- Sump og avløp: Samler opp brukt reagens for resirkulering eller avhending i samsvar med lokale avløpsforskrifter.
Våt kjemisk skrubber Design og Arbeidsprinsipp
Gass-væske kontaktmekanismer
Den våt kjemisk skrubber design og arbeidsprinsipp sentre om å maksimere kontakttiden og overflatearealet mellom den forurensende gassen og skrubbevæsken. Motstrømsstrøm – der gass beveger seg oppover og væske strømmer nedover – er den vanligste konfigurasjonen fordi den sikrer at den reneste gassen kommer i kontakt med den ferskeste reagensen. Medstrømsutforminger brukes der trykkfallet skal minimeres. Crossflow-design brukes når plassbegrensninger begrenser vertikal installasjon.
Reagensvalg etter målforurensning
Reagenskjemi er den mest kritiske designvariabelen. Sure gasser som hydrogenklorid (HCl), svoveldioksid (SO2) og hydrogenfluorid (HF) krever alkaliske reagenser - typisk natriumhydroksid (NaOH)-løsning i konsentrasjoner på 5–15 vekt%. Alkaliske gasser som ammoniakk (NH3) nøytraliseres med fortynnet svovelsyre (H2SO4) i 5–10 % konsentrasjon. Noen applikasjoner bruker natriumhypokloritt (NaOCl) eller kaliumpermanganat (KMnO4) som oksiderende reagenser for kontroll av organisk damp og lukt.
Kjemisk skrubbereffektivitet for fjerning av syregass
Effektivitetsmål for fjerning
Kjemisk skrubbereffektivitet for fjerning av sur gass varierer etter forurensningsløselighet, reagenskonsentrasjon, væske-til-gass (L/G)-forhold og pakkehøyde. Godt utformede tårnskrubbere oppnår konsekvent 95–99,9 % fjerningseffektivitet for svært løselige gasser som HCl og NH3. Mindre løselige gasser, som SO2, krever høyere L/G-forhold og lengre kontaktsoner for å oppnå tilsvarende ytelsesnivåer.
Faktorer som påvirker ytelsen
- Væske-til-gass (L/G)-forhold: Typiske verdier varierer fra 1,5 til 5 L/m3 for pakkede tårn. Høyere forhold forbedrer masseoverføring, men øker pumpens energiforbruk.
- Pakkehøyde: Hver meter med strukturert pakking gir et definert antall overføringsenheter (NTU). Flere NTU-er kreves for forbindelser med lavere løselighet.
- Innløpskonsentrasjon: Høye inntaksmengder kan tømme reagens raskt, redusere pH og redusere effektiviteten uten tilstrekkelig etterfylling.
- Temperatur: Gassabsorpsjon er generelt mer effektiv ved lavere temperaturer. Innløpsgasskjøling kan være nødvendig for strømmer over 60°C.
Den table below shows representative removal efficiencies for common pollutants under standard packed tower conditions:
| Forurensende stoff | Reagens | Typisk fjerningseffektivitet | Løselighet i vann (20°C) |
|---|---|---|---|
| Hydrogenklorid (HCl) | NaOH (10 %) | 99,5 % – 99,9 % | 720 g/L |
| Svoveldioksid (SO2) | NaOH (10 %) | 95 % – 99 % | 113 g/L |
| Ammoniakk (NH3) | H2SO4 (5 %) | 98 % – 99,5 % | 900 g/L |
| Hydrogenfluorid (HF) | NaOH (10 %) | 99 % – 99,9 % | Blandbar |
| Hydrogensulfid (H2S) | NaOCl/NaOH | 90 % – 97 % | 3,98 g/L |
Sammenligning av kjemisk scrubber vs tørr scrubber
Mekanismeforskjeller
A kjemisk skrubber vs dry scrubber comparison begynner med fasen av reagenset. Våtskrubbere kommer i kontakt med gasstrømmen med en flytende løsning, noe som muliggjør oppløsning og ionisk reaksjon. Tørrskrubbere injiserer et pulverisert eller granulært fast reagens - vanligvis kalk (Ca(OH)2) eller natriumbikarbonat (NaHCO3) - direkte inn i gasstrømmen. Reaksjonen skjer i gassfasen eller på filtermedier. Tørre systemer produserer et fast avfallsbiprodukt, mens våte systemer produserer et flytende avløp som krever avløpsvannbehandling eller nøytralisering før utslipp.
Egnede applikasjonsscenarier
Hver teknologi passer til forskjellige driftsprofiler. Tabellen nedenfor oppsummerer de viktigste forskjellene som er relevante for industrielle anskaffelsesbeslutninger:
| Parameter | Wet Chemical Scrubber | Tørr scrubber |
|---|---|---|
| Effektivitet ved fjerning | 95 % – 99,9 % | 85 % – 97 % |
| Avfallsstrøm | Flytende avløp | Fast avfall (filterkake) |
| Vannforbruk | Høy | Ingen eller minimal |
| Driftstemperaturområde | Opptil 60°C (innløp) | Opptil 400°C (innløp) |
| Vedlikeholdskompleksitet | Medium (pumpe, pH-kontroll) | Lav (reagenspåfylling) |
| Kapitalkostnad | Middels til Høy | Lav til Middels |
Kjemisk skrubbersystem for industriell eksosbehandling
Industriapplikasjoner
Den kjemisk skrubber system for industrial exhaust treatment er distribuert over et bredt spekter av sektorer. Hver applikasjon har distinkte forurensningsprofiler og regulatoriske terskler som styrer systemdesign.
- Fremstilling av halvledere: Skrubbing av HF, HCl og NF3 fra etse- og avsetningsprosesser. Bruksskrubbere er standard for verktøyeksosstrømmer.
- Kjemiske og petrokjemiske anlegg: SO2- og H2S-kontroll fra reaktorventiler, tankventiler og termiske oksidasjonsuttak.
- Metall overflatebehandling: Syretåkekontroll fra beisebad og galvaniseringslinjer som håndterer HCl, H2SO4 og HNO3.
- Avfall til energi og forbrenning: Fjerning av HCl, SO2 og dioksinforløpere fra røykgassstrømmer, ofte kombinert med nedstrøms baghouse-filtrering.
- Farmasøytisk produksjon: Løsemiddeldamp og reaktiv gassfangst fra syntesereaktorer for å møte yrkeseksponeringsgrenser (OELs).
Kontekst for overholdelse av forskrifter
I USA må scrubbersystemer oppfylle ytelsesstandarder under Clean Air Act, inkludert MACT-standarder (Maximum Achievable Control Technology) for spesifikke kildekategorier. I EU definerer industriutslippsdirektivet (IED 2010/75/EU) og tilhørende referansedokumenter for beste tilgjengelige teknikker (BREF-er) minimumskrav til fjerning etter sektor. Innkjøpsteam må bekrefte at det valgte systemet oppfyller gjeldende utslippsgrenseverdier (ELV) før igangkjøring.
Vedlikehold og driftskostnader for kjemisk skrubber
Rutinemessige vedlikeholdsoppgaver
- Daglig: pH- og konduktivitetslogggjennomgang, visuell inspeksjon av pumpetetning og pakning, kontroll av væskenivå i sump.
- Ukentlig: Nedvasking av tåkeliminator for å forhindre avleiring eller biologisk begroing, sjekk av dysespraymønster, verifisering av reagenskonsentrasjon ved titrering.
- Månedlig: Inspeksjon av pakkemedier for tilsmussing eller kanalisering, kontroll av pumpehjul og lagertilstand, kalibrering av instrumentering (pH-sonde, strømningsmåler).
- Årlig: Full intern inspeksjon, testing av tårnkartykkelse (for korrosjonsutsatte materialer), rengjøring av reagenssump, samsvarsytelsetest (stabeltest) der det er nødvendig.
Kostnadsdrivere og TCO-sammenbrudd
Vedlikehold og driftskostnader for kjemisk scrubber er drevet primært av reagensforbruk, energi (pumpe og vifte) og avløpsvann. For et mellomstort pakket tårn som håndterer 5 000 m3/t HCl-belastet eksos, er det typisk et årlig NaOH-forbruk på 8 000–15 000 kg, avhengig av innløpskonsentrasjonen. Pumpeenergi på 7,5 kW gir kontinuerlig ca. 65 700 kWh per år. Avløpsvannbehandling eller nøytraliseringsdeponering legger til en variabel kostnad avhengig av lokale forskrifter og volumer. Totale årlige driftsutgifter for denne skalaen faller vanligvis i området 18 000–45 000 USD, eksklusive arbeidskraft.
FAQ
Q1: Hva er forskjellen mellom en pakket tårnskrubber og en sprayskrubber?
Et pakket tårn bruker strukturerte eller tilfeldige pakkemedier for å skape en stor gass-væske kontaktflate i et kompakt fartøy. Dette gir høyere masseoverføringseffektivitet per volumenhet. En sprayscrubber bruker dyser til å generere væskedråper som kommer i direkte kontakt med gasstrømmen. Sprayscrubbere er enklere og mindre utsatt for tilstopping fra partikkelfylte strømmer, men de oppnår lavere fjerningseffektivitet for løselige gasser sammenlignet med pakkede tårn ved tilsvarende strømningshastigheter.
Q2: Kan en enkelt kjemisk skrubber håndtere flere forurensninger samtidig?
Ja, med begrensninger. En ett-trinns skrubber kan håndtere flere forurensninger hvis de deler en kompatibel reagens. For eksempel kan en NaOH-skrubber absorbere HCl, SO2 og HF samtidig. Men når målforurensningene krever kjemisk inkompatible reagenser - som en sur gass og en alkalisk gass i samme strøm - kreves det en totrinns scrubber med separate reagenskretser. Det første trinnet nøytraliserer én klasse forurensninger; den andre håndterer den andre.
Spørsmål 3: Hvor ofte bør pakkemedier skiftes i en våtskrubber?
Pakkemediets levetid avhenger av det kjemiske miljøet, partikkelbelastningen og konstruksjonsmaterialet. Polypropylen (PP) tilfeldig pakking som brukes i sur eller alkalisk bruk, varer vanligvis 5–10 år før betydelig begroing, deformasjon eller kanaldannelse reduserer effektiviteten. PVC-pakning har tilsvarende levetid, men er uegnet over 60°C. Strukturert pakking i rengass kan vare i 10–15 år. Årlig visuell inspeksjon anbefales; utskifting utløses når trykkfallet øker mer enn 20 % over standardverdien uten identifiserbar årsak, for eksempel midlertidig blokkering.
Referanser
- U.S. Environmental Protection Agency (EPA). EPA/452/F-03-017: Våtskrubbere for syregasskontroll. Faktaark om luftforurensningskontrollteknologi. EPA Office of Air Quality Planning and Standards, 2003.
- Kohl, A.L. og Nielsen, R.B. Gassrensing. 5. utg. Gulf Publishing Company, Houston, TX, 1997. ISBN 0-88415-220-0.
- EU-kommisjonen. Beste tilgjengelige teknikker (BAT) referansedokument for vanlige avløpsvann- og avfallsgassbehandlings-/håndteringssystemer i den kjemiske sektoren (CWW BREF). Joint Research Centre, 2016. Tilgjengelig på: https://eippcb.jrc.ec.europa.eu
- Arbeidstilsynet (OSHA). Industriell hygiene: Air Contaminants Standard 29 CFR 1910.1000. U.S.A. Arbeidsdepartementet. Tilgjengelig på: https://www.osha.gov
- Perry, R.H. og Green, D.W. (red.). Perry's Chemical Engineers' Handbook. 9. utg. McGraw-Hill Education, New York, 2019. Del 14: Gass-Liquid Contacting and Gas Absorption.
- Europaparlamentet og rådet. Direktiv 2010/75/EU om industrielle utslipp (integrert forurensningsforebygging og kontroll). Official Journal of the European Union, 2010. Tilgjengelig på: https://eur-lex.europa.eu
 304 fotokatalytisk renser")





